智能科技有限公司")


|
销售一部:022-27619820 销售二部:022-27616632 销售三部:022-87576656 手机:15522630309(同微信) 手机:13920047772(同微信) 自动传真:022-27617868 技术电话:022-87576656-810 商店地址:天津市南开区密云一支路新南马路五金城 2 区 28 栋 108 号 |
德国·舍弗勒 | FAG进口轴承 | 产品在连铸机上的应用发表时间:2022-02-17 18:11
众多的钢铁厂已经从德国·舍弗勒集团为客户所定制的解决方案中获益。 针对大量特定的应用所做的广泛的轴承设计反应了我们对富有挑战性、迥然不同的工作条件的精确定位。 CoCaB(Continuous Caster Bearing)系列轴承是舍弗勒集团工业事业部针对连铸机应用所提供的专用轴承解决方案。 滚道轮廓优化设计的满装圆柱滚子轴承是专门为连铸机浮动端所研发的。 在蒂森克虏伯钢铁公司的试用中,轴承达到了过钢量超过100万吨的服务寿命而未发生任何失效。进而我们启动了目标产量为200万吨的长期测试。 技术参数 蒂森克虏伯 Beeckerwerth 连铸一厂 ■ 制造商 :– Demag/SMS ■ 建造 / 升级年份:– 1974/85/98 ■ 类型:– 弧形连铸 ■ 板坯截面:– 宽度: 1 180 mm 到 2 040 mm– 厚度 255 mm ■ 流数:– 2 ■ 年产量:– 130 万吨 / 流 ■ 拉坯速度:– 1.35 米 / 分 试用段导辊轴承 ■ 固定端轴承:FAG 调心滚子轴承 ■ 浮动端轴承:如下图所示 FAG 满装圆柱滚子轴承。
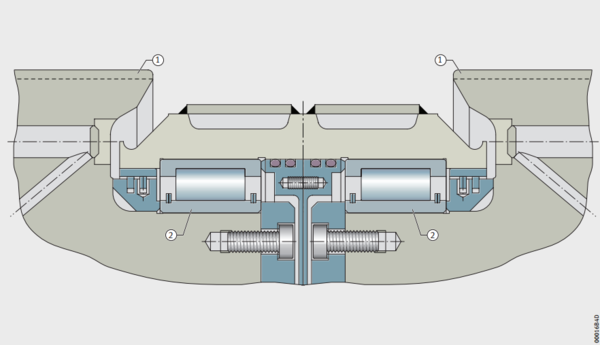
导辊中间轴承布置1导辊 2 FAG满装圆柱滚子轴承 中间轴承的特点与优势 FAG满装圆柱滚子轴承用在中间位置 : ■ 经特殊设计以进行偏中补偿 ■ 在轴承内部进行理想的轴向热膨胀补偿 ■ 载荷在轴向各点均匀分布 ■ 简化安装与拆卸 ■ 无需轴向预调整 ■ 无需特殊安装工具。 浮动端轴承 ( 例如) FAG满装圆柱滚子 F-551471.NU 尺寸: ■ 内径 d = 120 mm ■ 外径 D = 180 mm ■ 宽度 B = 60 mm。 高碳铬轴承钢,对钢的夹杂物和碳化物要求较为苛刻,铸坯易产生偏析、缩孔和裂纹等缺陷——连铸困难,发展慢。日本山阳特殊钢厂于1982年建成连铸机,氧含量比模铸降低2.5×10-4%;
2022-09-05
2021-12-17
2023-06-16
2023-09-14
2024-07-05
2024-06-21
2024-06-13
2024-05-20
2024-05-11
2024-04-26
|